
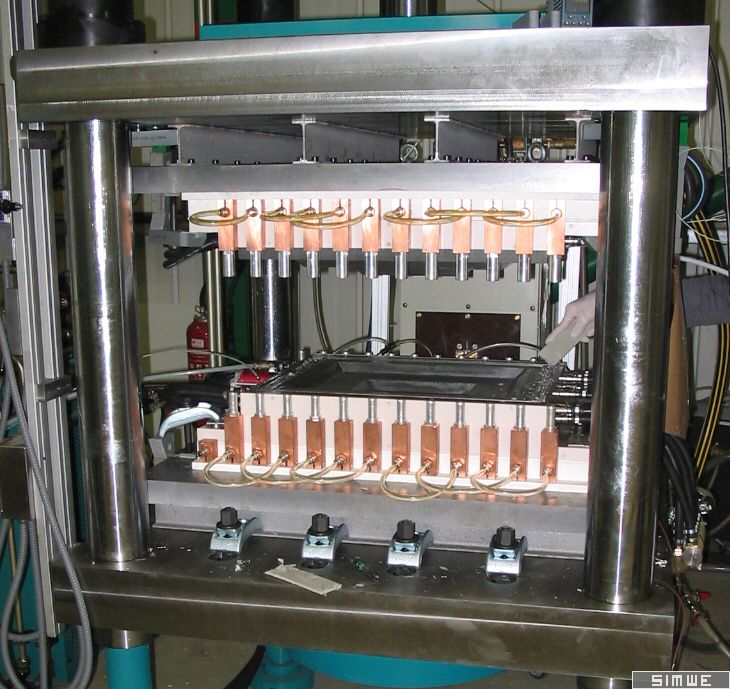
COMSOL推动铸造技术商业化革新 作者:Simwe 来源:中仿科技 发布时间:2011-07-07 【收藏】 【打印】 复制连接 【大 中 小】 我来说两句:(0) 逛逛论坛 数学模拟已经远远超出实验室研发的范围, 逐渐成为制造工业中的制胜法宝。法国RocTool公司的成功就是一个典型的例子。RocTool公司José Feigenblum博士说:“很难想象如果没有COMSOL Multiphysics的帮助,复合型材料快速制模技术能有今天的成就。不得不承认,我们公司的成功和软件强大的仿真能力有着密不可分的关系。” 仅仅在五年前,RocTool公司还没有成熟的虚拟仿真技术。在引进COMSOL Multiphysics之后,通过模拟仿真逐开发出Cage System成型技术。如果没有软件模拟的帮助,RocTool公司很难满足每一个客户不同的要求。RocTool是拥有复合型材料快速制模专利技术授权的创新型公司。他们的顾客涉及大型汽车制造、飞机制造、体育和娱乐设备制造等行业,他们的共同特点是采用轻质高强度复合材料作为主要组件的材料(图1)。RocTool公司不涉及具体的加工制造过程,主要是为客户提供集成Cage System感应加热方法的生产流水线的解决方案。由最初15名员工发展起来的RocTool公司去年的销售额已经接近1500万欧元,收入全部来自于专利授权和咨询服务。
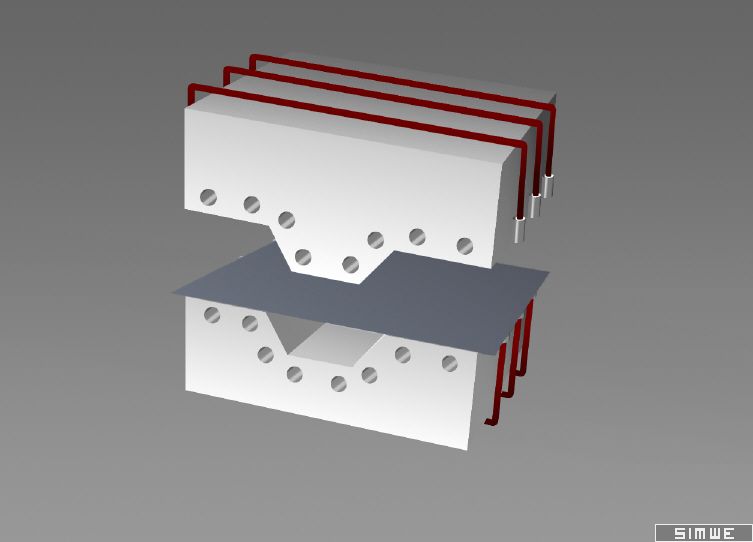
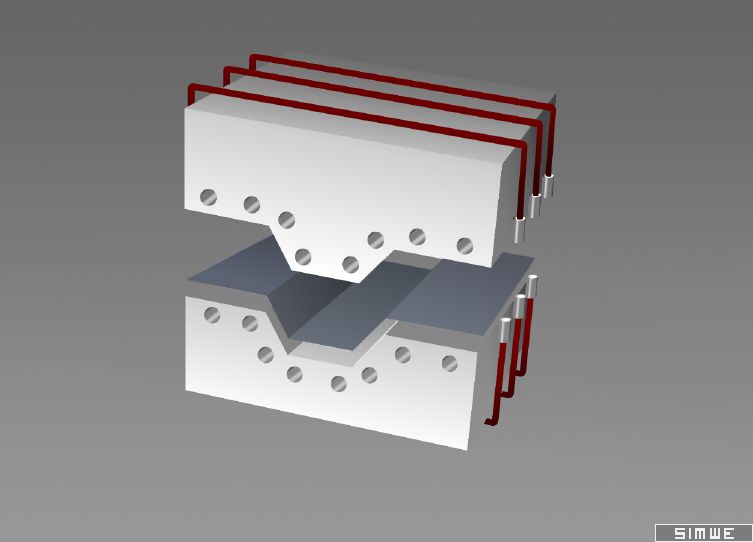
图1 模具和成型设备样图。RocTool提供技术授权,他们的技术可以用在许多不同类型的成型过程中。 针对不同的材料、形状要求这项技术在应用时差别非常大。 更好的控制模具表面加热利用树脂传递膜成型工艺制作复杂时,模具要有足够高的温度来完成对材料的固化,但是在注入位置却不能温度过高。一般模具由间距为几毫米的上下两个表面组成。模具一般都是金属材料,常用的给模具加热有两种方法:模具表面管道中通入热油或者热水,或者将模具放置在加热盘中。这样的话,大量的金属就需要持续的加热,并根据用途和模具的差异,加热可能需要20~50kW功率一天24小时或者一周7天的时间。完整注入、固化循环过程参数要根据材料成型要求来确定,以环氧树脂为例,需要在90恒温下加热15~20分钟。RocTool公司的工程师们认为一定存在一种更好更快的方法。José Feigenblum博士在五年前攻读博士学位期间就了解了COMSOL Multiphysics的计算能力,所以在加入RocTool公司之后的第一件事就是说服工程管理部门购买COMSOL Multiphysics软件。事实证明这是个伟大的决定。利用COMSOL Multiphysics,他们开发了Cage Systems技术,这项技术在2004年申请了专利。这个方法是使用感应线圈包裹金属模具表面,通过频率为15~100kHz的高频信号驱动线圈产生感应电流进而形成高温。由于趋肤效应,感生电流集中在模具距离外表面0.1或0.2mm。模具具有很高的磁导率,在外场作用下会产生很强涡流,又由于材料本身具有很高电阻,从而可以实现模具表面的局部加热。而模具外部非磁性材料的传导表面并没有明显受到加热。当线圈被激发后,模具表面加热即刻开始,如果要获得40oC~140 oC的温度就需要200kW或者更高功率。加热冷却循环可以2~5分钟(图2)。
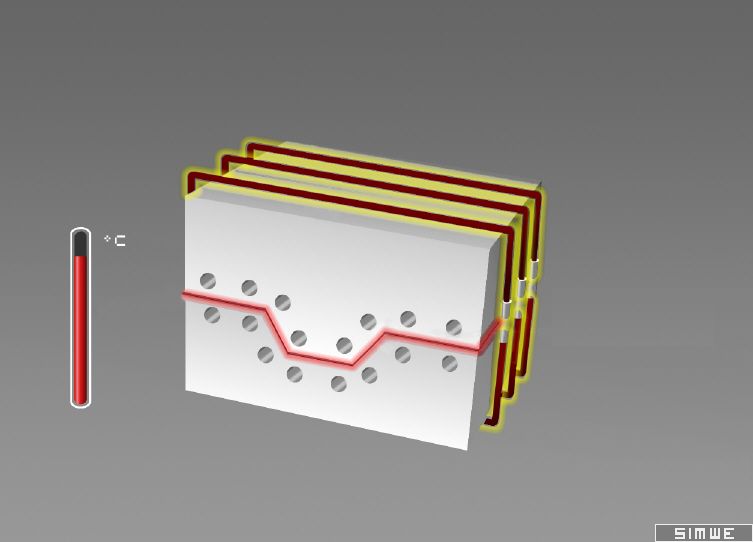
图2 成型过程示意图。符合材料放到模具上,然后进行冲压成型同时感应电流对模具的上下表面进行加热。 当最终的形状成型后,通过在导管中通入水流对材料进行冷却。最后材料成型样本就可以从模具中取下。 利用Cage System技术加工工程师们可以更好的控制温度循环。例如,环氧树脂在注入和固化的过程中模具需要保持较低的温度。较低温度的模具可以解决注入过程中的交联问题,但是固化过程却需要很长的时间。然而,Cage 系统能够将模具预热到40oC,使得环氧树脂在注入时保持很好的黏度,在固化阶段温度可以迅速的升高。使用这项技术,可以将许多加工过程时间损耗降低2~3个数量级。而且Cage系统适用于很多需要快速加热和冷却的模制工序,并且适用于所有类型的成型过程,包括吹制、挤压、注入、以及压模。使用感应电流对模具表面加热存在的问题就是可能出现热节。模具表面的形状会影响磁场进而影响感应电流,在不同形状的模具表面会产生不同的温差,会导致成型(浇铸)材料受热不均,凸面上温度过高,而凹面上温度太低。造成这种情况的原因是在凸面上形成很高电流密度,所以加热也主要集中在这个区域。然而利用Cage系统,工程师们可以在一些区域放置低磁材料表面镶嵌件来控制热量分布并消除热节的形成。数学建模是决定这些镶嵌件放置位置的主要途径。据统计使用这项技术的成本是常规方法多出15~20%左右,然而生产效率的提高将最终成本降低15~20%左右。例如利用传统的方法生产20000个自动屋顶需要2个生产单元,生产成本每个90欧元;使用Cage系统生长单元每个成本降低到45欧元。因为Cage系统大幅度缩短了时间消耗,将时间缩短为原来的1/5。为每个客户量体裁衣在复合材料加工领域,因为没有一个标准的产品,每一个模具必须根据客户对材料和规格需求独立设计。在这种情况下,COMSOL Multiphysics就起到了关键的作用。了解了客户的需求之后,RocTool工程师们就会根据他们的需求建立模型来分析模具表面的磁场,涡流以及焦耳热的分布情况。建立3D模型来确定最佳感应线圈配置,实现有效、均匀加热。材料和形状是工程师们关注的要素,也是他们可以通过仿真确定的参数。他们首先利用AC/DC模块求出线圈产生的场准静态电磁场,然后利用这些结果得出模具表面的热能分布(图3)。
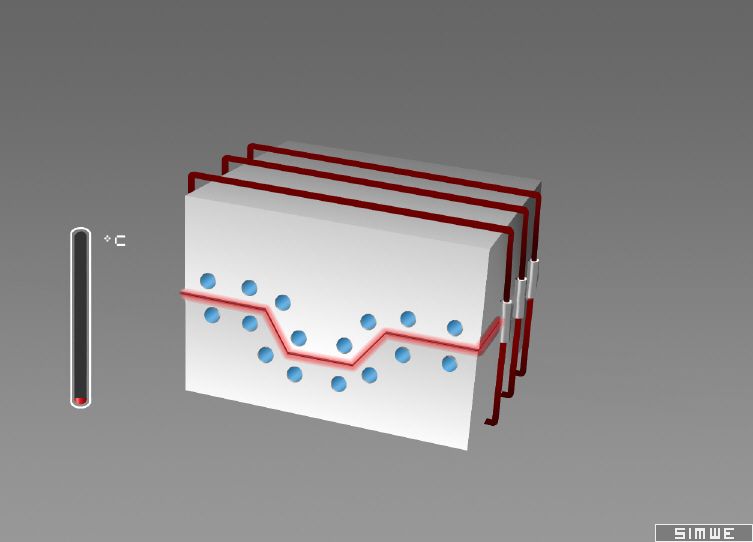
图3 对图1仪器进行模拟结果,磁通量(流线图)和温度分布(彩色图)。紫色线代表线圈的位置。 利用这个模型,工程师们可以获得线圈的最佳尺寸、位置、以及热材料性能,来优化时间消耗。通过COMSOL Multiphysics的模拟,他们很快了解了线圈数量和方向位移对于均匀加热的重要性。如果线圈相对于模具来说不够长,模具的边缘会由于磁场强度过低出现低温区域。通过模拟,RocTool公司的工程师们可以告诉客户加工过程中的温度循环,以及浇铸过程中的时间消耗,最后还告诉客户们整个制造过程中各个部分的预计成本。 José Feigenblum博士介绍说,他们最新的研究进展是如何利用自动调节热场材料来控制热节。这些材料当温度达到他们的居里温度时磁性就会消失,也就不会再产生感应热。通过改变这些材料的数量和位置,就可以很好的控制模具表面的温度分布。他们通过建立3D几何模型来研究这些材料的磁场分布,进而确定材料的温度。当达到居里温度时,再从新计算磁场的分布,找到新的温度分布。他们通过COMSOL 脚本实现循环上述的计算。导入客户的各种CAD模型COMSOL Multiphysics另一个重要的模块是CAD导入模块,这样可以很方便把客户提供的CAD数据导入到COMSOL Multiphysics中进行计算。大量的客户,特别是汽车制造业,一般都采用CATIA CAD系统设计模型,所以提供的几何数据一般都是IGES或者STEP格式。工程师们利用CAD导入模块将这些几何模型导入到COMSOL Multiphysics中求解模具表面的温度分布。部分模型有时会非常复杂,工程师可以通过简化几何模型的方法使得模拟更实用。工程师们也常常在模型求解时间和结果的细节上进行权衡。 COMSOL Multiphysics的强大后处理显示功能也给RocTool公司的工程师们留下了很深的印象(图4)。当客户就他们现有的工序提出改进需求时,工程师们能够一小时之内完成模型建立和求解,并以图表的形式给出加热过程的改进意见。在离开公司之前,就能和客户签订合同。 José Feigenblum博士说,“COMSOL Multiphysics最有吸引力的是对我们的研发没有限制。可以让我们看到新的方法和机遇,例如当我们利用他去开发让RocTool公司成功的新技术。因为COMSOLMultiphysics模拟能帮助工程师们研究全3D模型中的过程,省去了很多的实验样本。除此之外,运行这些COMSOL模型确实有很多的乐趣,特别是当我们面对客户的时候,我们能尽量让他们了解我们为他们所做的一切。”
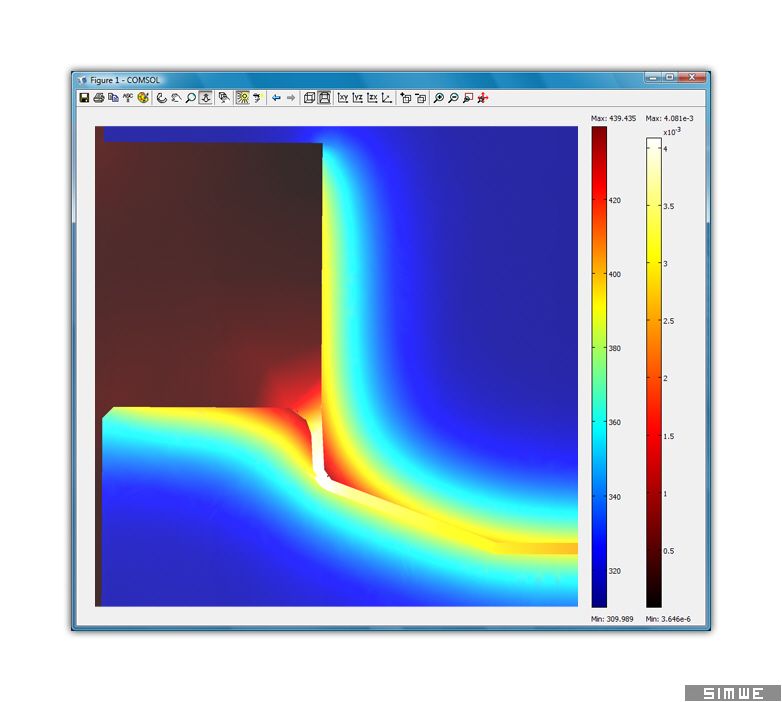
图4 模具模拟结果截面区域放大图。hot温标表示感应电流密度(A/m2)大小,jet温标表示模具中温度(K)分布。 |
分享到
豆瓣网
开心网
人人网
QQ书签
Google
1842个朋友已经阅读过这篇文章
用户评论
没有找到数据. , |




 微信
微信
 新浪微博
新浪微博